



-
home page
home page
-
tiankun
tiankun
corporate culture
the company has more than 300 employees, excellent management team, perfect management system, and more than 10 core technology innovation and product research and development every year. the patent achievements increase year by year, which promotes the rapid development of the enterprise. at present, it has obtained iso9001:2008 quality system certification,japanese certification and european product quality certification. products are exported to the united states, germany, japan, australia, the united kingdom, switzerland, south korea and other countries, and stand firmly in the european, american and middle east markets.
Learn more → -
product
product
-
Journalism
Journalism
News Center
luannan county takes the transformation and upgrading, innovation and development as the main line to make the traditional characteristic industry bigger and stronger. through the transformation of mode and structure, it constantly innovates the reform ideas and measures, builds the steel shovel town with high quality, focuses on promoting the high-quality development of the steel shovel industry, and drives the traditional characteristic industry to radiate new vitality. recently, the provincial development and reform commission announced the list of the first batch of characteristic towns in hebei province (jite town lianban [2017] no. 1). luannan county, china steel shovel town on the list of cultivation category.
Learn more →
luannan county takes the transformation and upgrading, innovation and development as the main line to make the traditional characteristic industry bigger and stronger. through the transformation of mode and structure, it constantly innovates the reform ideas and measures, builds the steel shovel town with high quality, focuses on promoting the high-quality development of the steel shovel industry, and drives the traditional characteristic industry to radiate new vitality. recently, the provincial development and reform commission announced the list of the first batch of characteristic towns in hebei province (jite town lianban [2017] no. 1). luannan county, china steel shovel town on the list of cultivation category.
steel shovel town

as a kind of common metal products, steel spade is widely used in agriculture, construction and other industries. the quality of steel spade depends on the production process and heat treatment process of steel spade. the heat treatment process of steel includes annealing, normalizing, quenching and tempering and surface heat treatment. tempering includes high temperature tempering, medium temperature tempering and low temperature tempering. tempering is to reheat the quenched steel to a certain temperature and then cool it by a certain method. its purpose is to eliminate the internal stress produced by quenching, reduce the hardness and brittleness, so as to achieve the expected mechanical properties.
quality of steel spade

luannan county is located in the core area of bohai economic circle and beijing tianjin hebei metropolitan area, with complete infrastructure. luannan county is a famous steel spade production base, with an annual production of more than 300 million steel spades and hardware tools, accounting for 90% of the country's export volume, and an annual export of 80 million us dollars. in recent years, luannan county, hebei province, the "hometown of steel spade", has guided enterprises to increase product research and development, and promoted the development and upgrading of steel spade industry. at present, there are 182 steel spade enterprises in the county, and the products are exported to more than 140 countries and regions.
tangshan steel shovel
-
Join us
Join us
Join us
the company adheres to the business philosophy of "people-oriented, pursuit of excellence, concentration on professional, integrity and commitment", constantly improves the production process, improves product quality, meets the needs of customers, and sincerely cooperates with customers for common development.
Learn more → -
Marketing
Marketing
-
contact us
contact us













 home page
home page tiankun
tiankun product
product Journalism
Journalism Join us
Join us Marketing
Marketing contact us
contact us APP
APP 中文網(wǎng)站
中文網(wǎng)站 tiankun
tiankun product
product search
search contact us
contact ustangshan tiankun metal tools co., ltdcompany profile

company profile
Focus on manufacturing
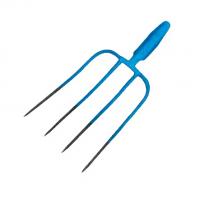
tangshan tiankun metal tool manufacturing co., ltd. is located in luannan county, tangshan city, hebei province, china, on the beautiful coast of the bohai sea. the two ports of tangshan, caofeidian and jingtang port, are the important ports in northern china. tangshan is adjacent to the two major cities of beijing and tianjin, 192 kilometers away from beijing and 70 kilometers away from tianjin binhai new area. it is located in the one hour economic circle of beijing tianjin hebei, and is the first choice for convenient transportation 。 luannan, hebei province is the production base of steel spades in china. its products are exported to europe, america and other dozens of countries. tangshan tiankun mainly produces steel spades, aluminum spades, steel forks, steel pickaxes and hardware garden tools, more than 500 varieties, registered brands buffalo and benpai, with an annual output of more than 9 million pieces and an output value of more than 10 million us dollars. company address: along the trunk road, songdaokou town, luannan county, tangshan city.
2016year
223people
60000square meter
Created in
staff
Land occupation
tangshan tiankun metal tools co., ltd Product display



tangshan tiankun metal tools co., ltdNews Center
What's new in the industry every day makes sense
tangshan steel shovel
luannan county is located in the core area of bohai economic circle and beijing tianjin hebei metropolitan area, with complete infrastructure. luannan county is a famous steel spade production base, with an annual production of more than 300 million steel spades and hardware tools, accounting for 90% of the country's export volume, and an annual export of 80 million us dollars. in recent years, luannan county, hebei province, the "hometown of steel spade", has guided enterprises to increase product research and development, and promoted the development and upgrading of steel spade industry. at present, there are 182 steel spade enterprises in the county, and the products are exported to more than 140 countries and regions.
time:2021.01.11.10:35
quality of steel spade
as a kind of common metal products, steel spade is widely used in agriculture, construction and other industries. the quality of steel spade depends on the production process and heat treatment process of steel spade. the heat treatment process of steel includes annealing, normalizing, quenching and tempering and surface heat treatment. tempering includes high temperature tempering, medium temperature tempering and low temperature tempering. tempering is to reheat the quenched steel to a certain temperature and then cool it by a certain method. its purpose is to eliminate the internal stress produced by quenching, reduce the hardness and brittleness, so as to achieve the expected mechanical properties.
time:2021.01.11.10:36
steel shovel town
luannan county takes the transformation and upgrading, innovation and development as the main line to make the traditional characteristic industry bigger and stronger. through the transformation of mode and structure, it constantly innovates the reform ideas and measures, builds the steel shovel town with high quality, focuses on promoting the high-quality development of the steel shovel industry, and drives the traditional characteristic industry to radiate new vitality. recently, the provincial development and reform commission announced the list of the first batch of characteristic towns in hebei province (jite town lianban [2017] no. 1). luannan county, china steel shovel town on the list of cultivation category.
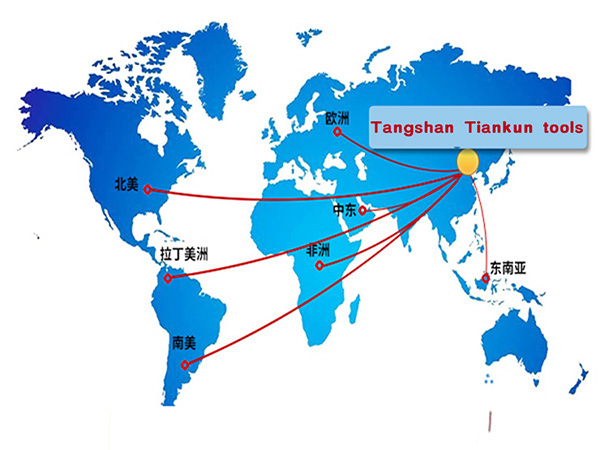
time:2021.01.11.10:37tangshan tiankun metal tools co., ltdmarketing network
It covers 31 provinces in China and exports to dozens of countries and regions in Europe, South America, North America, Australia, Africa and Asia
The product quality of the company has reached the national standard GB / T 19001-2008
And obtained ISO9001:2008 quality management system certification

 tangshan tiankun metal tools co., ltd
tangshan tiankun metal tools co., ltd
 Middle East
Europe
Asia
America
Africa
Australia
Middle East
Europe
Asia
America
Africa
Australia
Website links

tangshan tiankun metal tools co., ltd
tangshan tiankun metal tool manufacturer is mainly engaged in the manufacturing and sales of agricultural and garden metal tools, the sales of waste steel and wood, and the import and export business
Office address
address:south side of tangle highway, luannan county, tangshan city, hebei province
Telephone:13803152520
executive director:程序員
Click to view locationFocus on us
Wechat QR code

 Technical support: Jinnuo
Technical support: Jinnuo Gongxin:冀icp備19028958號(hào)-1
Gongxin:冀icp備19028958號(hào)-1 License
License baidu
baidu